Всем привет. Сегодня я делал немаловажную операцию на своем 3д принтере Anycubic 4max. Я занимался калибровкой подачи пластика. Зачем это нужно? Для качественной печати необходимо чтобы через экструдер проходило ровно столько пластика, сколько нужно.ни больше ни меньше. иначе либо постоянно будет возникать так называемая недоэкструзия, если пластика выдавливается слишком мало. Либо приведет к переэкструзии, если пластика выдавливается очень много. В любом случае, деталь получится плохого качества. При всем при этом, колдовство со слайсером мало чем поможет, так как дело в настройках прошивки принтера. Радует только то, что это необходимо делать один раз. И пока вы не решите капитально поковырять экструдер, эта настройка не изменится. И так, за дело.
И так, что нам понадобится для проведения данной операции?
1) Пластик которого не жалко. Для этого дела я достал пластик, который шел в комплекте с принтером. Может кому-то он и нравится, но у меня, уж простите, с ним не срослось. Детали получаются очень плохого качества. Так что катушка лежит в сторонке и пользуюсь я ей в тех случаях, когда нужен пластик которого не жалко.
2) Программа Repiter Host. Почему она? Первое что попалось под руку с необходимым функционалом.
3) Кабель для подключения принтера к компу
4) Кусачки
5) Ключи для снятия сопла
6) Линейка
Вроде все. Начнем с подготовки. Для начала нам необходимо снять сопло. Для этого делаем следующее:
- Разогреваем экструдер и вынимаем пластик из экструдера
- Разогреваем сопло до 260 градусов
- Откручиваем сопло. Я использую для этого ключ на 22 и головку на 6
- Остужаем экструдер до комнатной температуры
Теперь заправляем в экструдер пластик. Причем заправляем до тех пор, пока их нагревательного блока не вылезет несколько сантиметров пластика.
Откусываем кусачками пластик заподлицо с нижней поверхностью нагревательного блока. Чтобы ни в коем случае ничего не торчало и кончик пластика был на одном уровне с нижней поверхностью. Это очень важно. Для чего это нужно? По хорошему для полной уверенности нужно разбирать и снимать нагревательный блок целиком и в качестве отправной точки использовать нижний конец горла. Однако на моем экземпляре нагревательный блок сидит довольно надежно, не болтается и вполне может послужить отправной точкой. Потому очень важно отрезать филамент именно в этой плоскости.
Теперь переходим непосредственно к калибровке.
Первым делом перезагружаем ваш компьютер. Подключаем принтер кабелем к ПК. Ставим драйвера, если потребуется и еще раз перезагружающемся.
Скачиваем и устанавливаем программу Repiter Host.
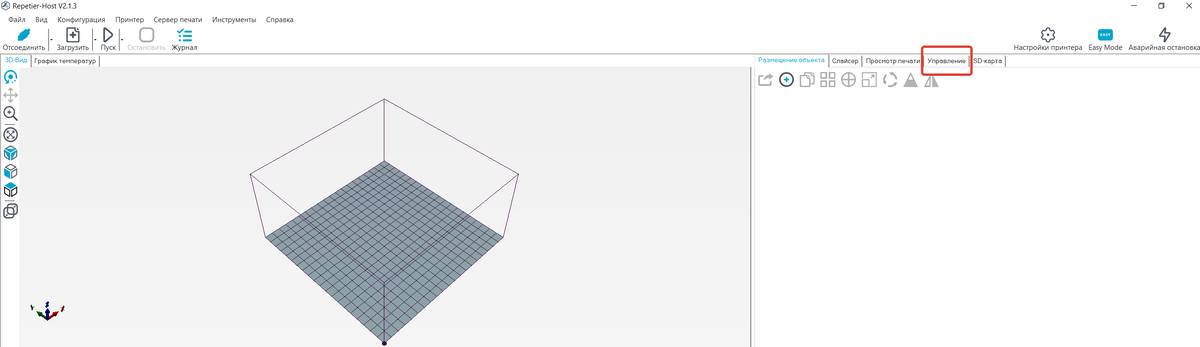
Запускаем Repiter Host. Выбираем к какому COM-порту подключен принтер. И подключаемся к нему программой.
После подключения с правой стороны выбираем вкладку Управление.
Первым делом, в строке «G-code» Вводим команду
M302 P1
Для чего это нужно? Дело в том, что по умолчанию, в принтере включена защита от дурака, которая не позволяет выдавливать пластик из холодного экструдера. Но если мы запустим прогрев нагревательного блока с пластиком и без сопла, то загадим все и вся. Так вот, для того чтобы отключить эту защиту на время калибровки и продавить пластик на холодную такая команда нужна. Не стоит беспокоиться. Дело в том, что отключение защиты не сохраняется в памяти принтера и после его перезагрузки, защита снова включится.
Вот теперь приступаем к самому процессу калибровки.
С помощью программы Repiter Host даем принтеру команду выдавить 10 сантиметров пластика.
Дожидаемся пока принтер выполнит команду.
Берем кусачки и точно так же обрезаем филамент.
Измеряем сколько реально вылезло филамента с точностью до 1 мм.
Теперь снова повторяем действие. Даем команду, отрезаем, измеряем.
Сделайте так 3-4 раза.
Посчитайте среднюю длину выдавленного прутка. У меня все три раза выдавливалось по 98 мм, вместо положенных 100 мм.
Это означает, что необходимо внести корректировки в настройки принтера, т.к. значение шагов/мм для экструдера. установленное китайцами в нашем случае не подходит.
Выясняем, какое значение шагов/мм для экструдера установлено в принтере. Для этого заходим в Меню, переходим в пункт Control, переходим в пункт Motion, переходим в пункт Stepps/mm, смотрим значение для параметра Estepps/mm. У меня китайцы с завода установили значение 92,60. Запоминаем эту цифру.
Теперь нам необходимо вычислить, какое значение Estepps/mm верное для нашего принтера. Считается оно по формуле:
(Estepps/mm которое установлено * количество филамента, которое должно было выдавиться) / фактическое выдавленное количество филамента
Т.е в моем случае получается: (92,60*100)/98 = 94,49
Отлично. мы рассчитали правильное значение подачи пластика. Теперь нам необходимо записать его в принтер. Для этого снова идем по пути: заходим в Меню, переходим в пункт Control, переходим в пункт Motion, переходим в пункт Stepps/mm. Для параметра Estepps/mm вводим то значение, которое мы получили при расчетах, в моем случае, это 94,49.
Теперь нам необходимо сохранить это значение в ПЗУ принтера, чтобы после перезапуска оно не сбросилось на значение по умолчанию. Для этого идем по пути: заходим в Меню, переходим в пункт Control, Выбираем пункт Store Settings. Нажимаем на крутилку, тип хотим зайти в этот пункт и значения сохраняются в ПЗУ принтера.
Снова проведем контрольные измерения. Опять по выдавливаем пластик и измеряем. Если все было сделано правильно, то выдавливаться будет ровно столько филамента, сколько задано командой, т.е. если вы дали команду выдавить 100 мм филамента, то у вас выдавится 100 мм.
Ну вот и все. Так калибруется подача пластика на 3Д принтере Anycubic 4Max.
Теперь займемся настройкой параметров печати пластиком. Настроим в слайсере поток для пластика.
И так. Для того чтобы осуществить калибровку (правильный подбор потока) пластика нам необходимо следующее:
- Пластик, поток которого мы будем калибровать.
- Измерительный штангенциркуль
- Нужен такой, который меряет до сотых долей миллиметра.
- 3Д принтер для которого будет производиться калибровка
- Программа слайсер. В моем случае — Cura Версии 3.6.0
- Бумага
- Ручка
Калибровку буду производить на примере красного PETG пластика производства компании ABSMaker. Сразу предупреждаю, все полученные результаты верны только для моей катушки пластика, моего 3Д принтера и установленного в данным момент сопла. У вас результат может отличаться. Для калибровки потока воспользуюсь методикой, предложенной Дмитрием Соркиным. Я не изобретаю велосипед, а лишь рассказываю, как я на практике применил полученные знания.
Для чего нужна такая калибровка? Для того чтобы слайсер мог верно рассчитать необходимое количество пластика, которое нужно выдавить. Если пластика выдавливается мало, то получается недоэкструзия, пропуски и дырки в детали, если пластика выдавливается много, то мы получаем сопли и прыщи. В любом случае страдает качество детали.
Почему не достаточно метода, описанного в предыдущей статье? Дело в том, что в прошлой статье мы учили по команде выдавливать экструдер столько пластика сколько необходимо. Т.Е. решали аппаратную проблему подачи пластика. Но дело в том, что 3Д принтер — устройство подневольное и действует на основе командного файла, который готовится в слайсере. Априори, слайсер полагает, что экструдер выдавливает нужное количество пластика. Поэтому сейчас мы будет учить слайсер правильно рассчитывать количество пластика, чтобы сформировать правильные команды для экструдера. Увы. Если работы, описанные в первой статье, выполняются очень редко, то работы описанные в этой статье необходимо выполнять для каждого конкретного пластика (возможно и для каждой катушки) и для каждого конкретного сопла. Сменил сопло — калибруй поток. Купил новую катушку — калибруй поток. Вот как-то так.
Все эти работы преследуют собой только одну цель — получить максимальное качество распечатанной детали.
И так, приступим. Я полагаю, что с подбором оптимальной температурой печати и с температурой стола вы разобрались. Все печатается и липнет.
Для решения поставленной задачи вам необходимо распечатать калибровочный куб. Да не простой куб. Специально для этих целей я спроектировал куб 25х25 мм. Из набора нам понадобится STL файл с именем KUB_FLOW.STL. И так. Открываем Cura и создаем новый профиль.
Температуру стола и пластика устанавливаем те, которые вы используете для того пластика, под который собираетесь калибровать поток. Остальные настройки выставите, пожалуйста так, как показано на скринах:
И так. Забиваем параметры как показано на скрианх. Внимание! На скринах приведены параметры для сопла диаметром 0,4 мм. Если у вас размер сопла отличается, замените значение 0,4 на значение размера своего сопла. Забиваем температуру сопла и стола для того пластика, под который собираетесь производить калибровку и слайсите модель KUB_FLOW.STL. Включаете в куре режим «Просмотр слоев»
И в предпросмотре модель должна выглядеть вот так:
Т.е. Печататься должны только стенки. Только в обычном режиме. Никакого режима вазы не должно быть включено. Скорость печати можно выставить 60 мм/сек.
Если вы все сделали правильно, печатайте модель. Она печатается довольно быстро, около 10 минут и на нее уходит минимум пластика.
Пока печатается калибровочный кубик идем пить чай, кофе, вино, коньяк, самогон. Ну короче, кому что по вкусу.
После того как модель допечаталась берем в руки штангенциркуль и начинаем измерять толщину стенок.
Каждое измерение записываем на бумажку. Я делаю по 3-4 измерения для каждой стенки. При этом толщину дна не измеряем. Получается 4*4=16. Порядка 16 измерений.
После того как вы произвели все измерения и записали их на бумажку, вычисляем среднее арифметическое. Для этого нужно просуммировать все 16 измерений и разделить их на 16. В моем случае, среднее арифметическое получилось 0,44
Все необходимые данные у меня имеются. теперь будет рассчитывать поток. Он рассчитывается по формуле:
(Ширина линии в слайсере * поток в слайсере)/среднее арифметическое
Расчет для моего случая выглядит следующим образом:
Дано:
Ширина линии в слайсере 0,4
Поток в слайсере 100 %
Среднее арифметическое толщины стенки 0,44
(0,4*100)/0,44 = 90,9
Дмитрий рекомендует округлять полученное значение в меньшую сторону. Таким образом, полученное значение составляет 90%. Т.е. Для получения хороших результатов печати, в слайсере необходимо выставлять поток материала 90%.
Я заметил, что мой принтер хлебом не корми, а дай на первом слое сделать слоновью ногу. Для решения этой проблемы, я устанавливаю поток для первого слоя на 3% меньше. В моем случае, этого достаточно.
Таким образом, параметры потока материала для PETG Пластика от ABSMaker будут выглядеть следующим образом:
Все. Поток откалиброван. теперь вы можете взять модель для проверки потока и полюбоваться на полученный результат:
Надеюсь, что данная статья оказалась для Вас полезной.
Источник статьи сайт ionline.by